
What is Sage 100 manufacturing? Features, modules, and ideal use cases

If your production team is still juggling spreadsheets, manual processes, or disconnected systems, you’re likely losing time and money. Today’s manufacturers need enhanced visibility and streamlined operations to stay competitive. That’s where Sage 100 manufacturing comes in.
For many manufacturers, the challenge isn’t just managing production—it’s finding a system that provides timely, accurate visibility into operations without the cost and complexity of enterprise ERP. Sage 100 fills this gap by delivering robust manufacturing capabilities in a solution designed specifically for small to mid-sized businesses.
Sage 100 is a comprehensive ERP solution built for small-to-mid-sized manufacturers that need better control over production, inventory, and financials. By connecting these critical areas into a single system, it enables better operational visibility, streamlined operations, and more informed decision-making. In this article, we’ll break down what Sage 100 manufacturing is, explore its core modules and features, and highlight the types of businesses that benefit most from it.
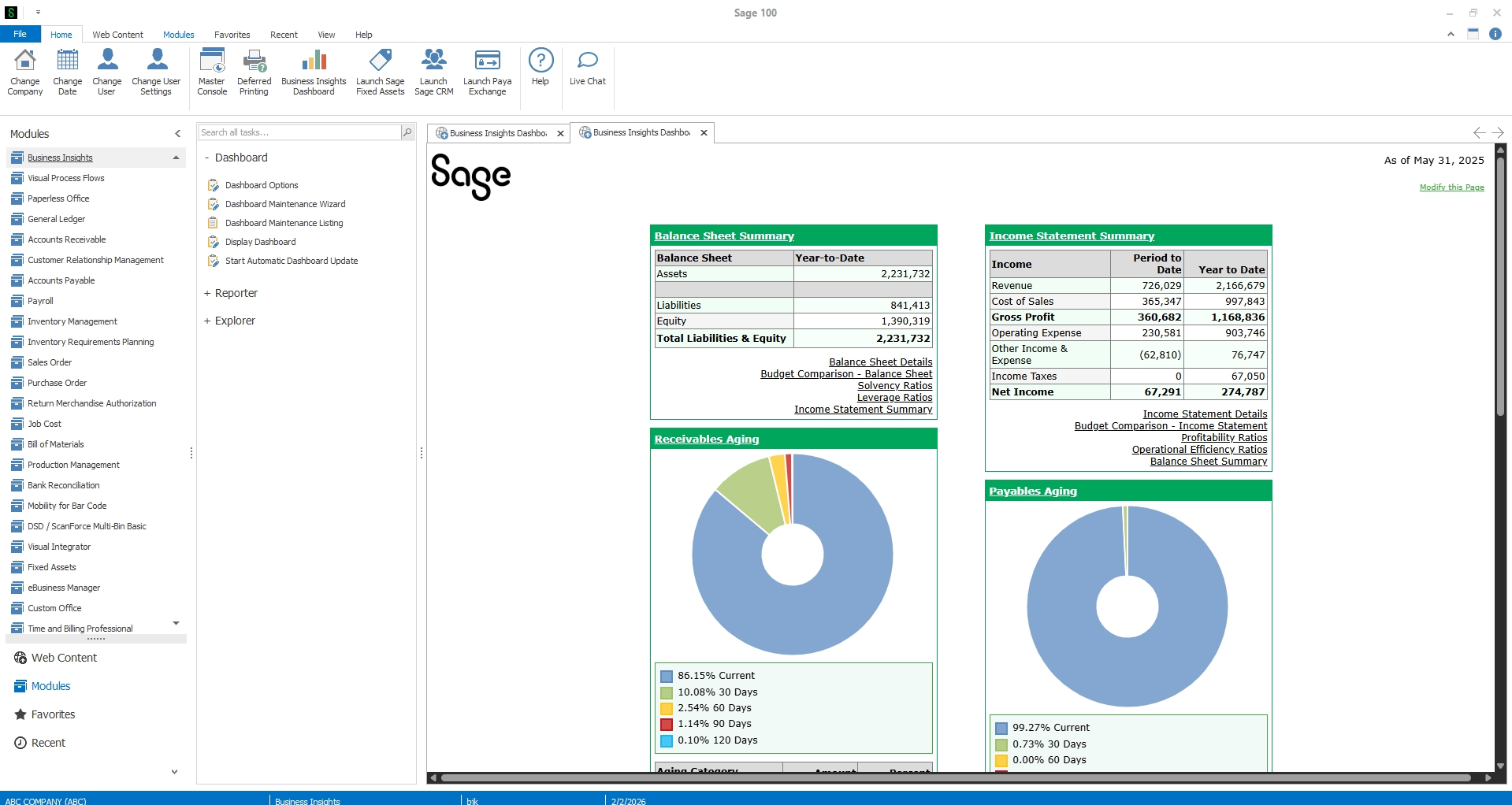
What is Sage 100?
Before diving into manufacturing capabilities, it’s important to understand the foundation. Sage 100 is a flexible, scalable ERP solution designed for growing businesses that need more than basic accounting software.
At its core, Sage 100 combines financial management, inventory, distribution, and operational tools into one system. This eliminates data silos and provides a centralized platform for managing key business processes.
For manufacturers, this integration is critical. Instead of juggling separate systems for accounting, production, and inventory, Sage 100 brings everything together, allowing for greater accuracy, efficiency, and visibility across the organization.
A smarter way to manage manufacturing with Sage 100
Sage 100 manufacturing is a set of integrated modules within Sage 100 Advanced that extend the platform’s capabilities with specialized tools for production management, materials planning, and shop floor operations.
Built for discrete manufacturers, these modules enable businesses to manage everything from bill of materials (BOM) and production activities to job costing and scheduling, all within the same system as their financials and inventory. Because Sage 100 manufacturing is fully embedded in the ERP, it provides a unified view of production costs, material usage, and operational performance.
With these modules, companies can:
- Track materials, labor, and overhead costs as they occur
- Monitor work-in-progress (WIP) without delays
- Automate production workflows and purchasing processes
- Improve planning and reduce bottlenecks


Ready to take control of your manufacturing operations with Sage 100?
Connect with our experts to learn how you can streamline production, improve visibility, and drive efficiency.
Core modules within Sage 100 manufacturing
One of the strengths of Sage 100 is its modular design. Businesses can implement the components they need while maintaining a fully integrated system.
Production Management
The Production Management module is the core of manufacturing operations in Sage 100. It replaces the legacy Work Order module with a more modern, flexible solution.
With Production Management, manufacturers can:
- Create and manage work tickets
- Track labor and materials more efficiently
- Define routing steps for production processes
- Issue materials directly from the shop floor
This functionality eliminates delays in data entry and provides immediate insight into job status and costs.

Bill of Materials (BOM)
The Bill of Materials module defines the structure of your products by listing all components, subassemblies, and materials required for production.
Key capabilities include:
- Managing multi-level BOMs
- Tracking revision history and engineering changes
- Supporting complex assemblies and subassemblies
Accurate BOM management ensures consistency in production and helps reduce waste, errors, and rework.
Inventory Management
Inventory plays a critical role in manufacturing efficiency, and Sage 100 provides robust tools to manage it effectively.
With Sage 100’s manufacturing modules, you can:
- Track inventory levels more accurately
- Manage lot and serial numbers
- Use multiple costing methods such as FIFO, LIFO, and standard costing
- Monitor inventory across multiple locations
This level of control helps prevent stockouts, reduce excess inventory, and improve overall inventory accuracy.

Material Requirements Planning (MRP)
Material Requirements Planning (MRP) is essential for aligning production with demand. Sage 100’s MRP capabilities help manufacturers plan more effectively and avoid costly disruptions.
With MRP, you can:
- Forecast material needs based on demand
- Automate purchasing recommendations
- Ensure materials are available when needed
- Reduce overstocking and carrying costs
This proactive approach to planning helps streamline operations and improve on-time delivery.
Job Costing & Scheduling
Understanding the true cost of production is critical for profitability. Sage 100 manufacturing provides detailed job costing and scheduling tools to support this.
Key features include:
- Tracking labor, materials, and overhead costs
- Comparing actual costs to estimates or budgets
- Scheduling jobs based on capacity and availability
- Monitoring production timelines and progress
These insights help manufacturers identify inefficiencies and make adjustments to improve margins.
Barcode & Shop Floor Automation
Manual data entry can slow down operations and introduce errors. That’s why Sage 100 supports barcode integration through solutions like ScanForce.
With barcode automation, businesses can:
- Capture data directly from the shop floor
- Track materials and labor more accurately
- Reduce manual input and human error
- Update inventory and production data more efficiently
This leads to faster processes, improved accuracy, and better overall visibility.
Key features and capabilities
Beyond its core manufacturing modules, Sage 100 offers a range of features designed to modernize and optimize manufacturing operations.
- Improved production visibility – Gain instant insight into work-in-progress (WIP), inventory levels, and production costs. This visibility enables faster decision-making and better operational control.
- Automated workflows – Reduce manual processes by automating tasks such as purchasing, data entry, and cost tracking. Automation improves efficiency and reduces the risk of errors.
- Integrated financials – Because Sage 100 connects manufacturing with accounting, businesses can track costs and profitability without relying on spreadsheets or delayed reporting.
- Cloud capabilities – Modern Sage 100 deployments can be hosted in the cloud, providing remote access, improved scalability, and enhanced security.
- Customization and flexibility – Every manufacturer operates differently. Sage 100 can be tailored to fit unique workflows, making it a flexible solution for a wide range of industries.
Benefits of Sage 100 for manufacturing
Implementing Sage 100 with manufacturing modules delivers tangible benefits across your organization.
- Improved efficiency – By automating manual tasks and streamlining workflows, businesses can reduce administrative overhead and focus on value-added activities.
- Increased accuracy – From inventory tracking to job costing, improved accuracy leads to fewer errors, better planning, and more consistent results.
- Scalability – Sage 100 is designed to grow with your business, supporting increased complexity as your operations expand.
- Compliance and control – Built-in tools help ensure compliance with financial regulations, tax requirements, and audit standards.
Who should consider Sage 100
Sage 100 is particularly well-suited for certain types of businesses and production environments.
- Make-to-order manufacturers – Companies that produce goods based on customer specifications benefit from flexible workflows and accurate cost tracking.
- Assembly operations – Businesses managing multi-level assemblies can leverage BOM and production tools to maintain accuracy and efficiency.
- Light manufacturing – Organizations that don’t require highly complex enterprise systems can use Sage 100 as a cost-effective, scalable solution.
- Growing SMB manufacturers – Small and mid-sized manufacturers looking to replace disconnected systems or spreadsheets will find Sage 100 especially valuable.
Why choose Sage 100 for your manufacturing business?
For many manufacturers, the challenge is finding an ERP solution that offers robust functionality without overwhelming complexity. Many manufacturers outgrow entry-level systems like QuickBooks and spreadsheets but aren’t ready for the cost and complexity of large enterprise ERPs. Sage 100 offers a middle ground—delivering advanced manufacturing functionality without requiring a full-scale enterprise implementation. Sage 100 strikes that balance.
It provides:
- Comprehensive manufacturing capabilities
- Seamless integration with financials and inventory
- Flexibility to adapt to unique business needs
- A scalable platform that grows with your organization
Compared to larger, more complex ERP systems, Sage 100 offers a faster implementation and a lower total cost of ownership, making it an ideal fit for mid-market manufacturers.
Sage 100 manufacturing FAQs
What types of manufacturers use Sage 100?
Sage 100 is commonly used by discrete manufacturers, including those in industrial equipment, electronics, fabricated metals, and consumer goods.
Is Sage 100 cloud-based?
While originally designed for on-premise use, Sage 100 can be deployed in the cloud or hybrid, providing remote access and greater flexibility for your team.
Can Sage 100 handle job costing?
Absolutely. Sage 100 provides detailed job costing tools to track labor, materials, and overhead, helping you understand true production costs.
Is Sage 100 scalable for growing businesses?
Yes, Sage 100 is designed to grow with your business and can be customized to meet evolving needs.
White Paper
Find the right ERP implementation partner
Your ERP partner should be more than a vendor; they should be a strategic ally. Make the right choice with confidence. Download our white paper to explore the 7 key criteria for selecting the ideal ERP implementation partner.
Why partner with Rand Group for Sage 100?
Choosing the right ERP is only part of the equation, successful implementation and optimization are just as critical.
At Rand Group, we help manufacturers get the most out of Sage 100 by:
- Assessing your current processes and identifying opportunities for improvement
- Implementing Sage 100 with best practices tailored to your industry
- Customizing the system to align with your workflows
- Providing ongoing support and optimization
Our Sage experts combine deep technical expertise with real-world manufacturing experience to ensure your ERP investment delivers long-term value.
Final thoughts
For small and mid-sized manufacturers looking to improve efficiency, gain better visibility, and scale their operations, Sage 100’s manufacturing modules offer a powerful and flexible solution.
By bringing together production, inventory, and financials into a single platform, it enables better control, smarter decision-making, and improved profitability. If you’re ready to modernize your manufacturing operations, we’re here to help. Contact us today to learn how Sage 100 can transform your manufacturing business.



